The graphite sealing ring of graphite products is a precise graphite part
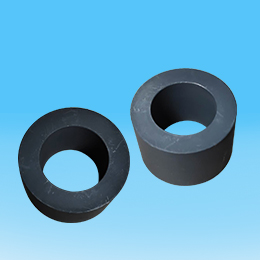
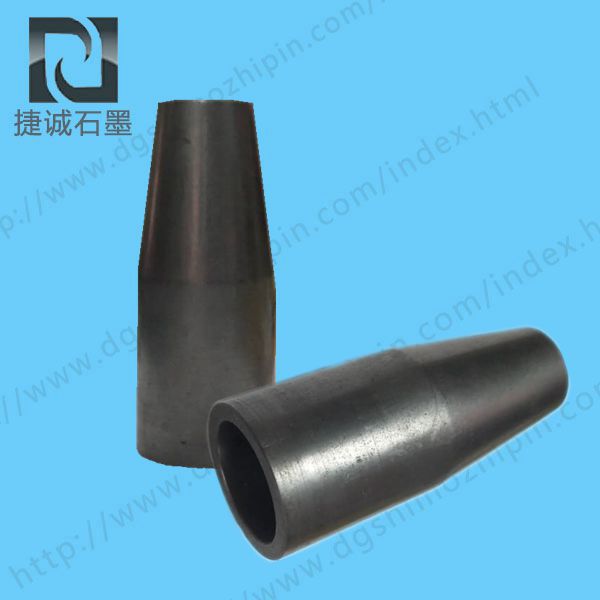
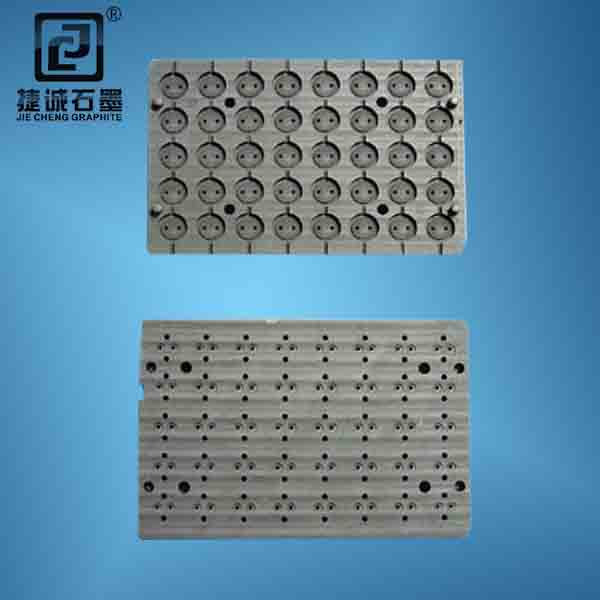
Several aviation fuel pumps produced by Dongguan Jiecheng graphite products Co., Ltd. all have sealing ring parts made of graphite m106h. The typical parts are shown in the figure below. This part is an end seal working mode, and surface B is a sealing surface, which requires high accuracy. When processing surface B, precision turning cannot meet the requirements, and this graphite is a brittle material, contains epoxy resin, and cannot be ground, After analysis, we decided to adopt grinding processing. In the absence of data for reference, we carried out process tests on grinding of such graphite parts, and finally obtained a more ideal process method, which met the requirements of the parts
Graphite productsProcess analysis of
Process route of graphite parts: rough turning → milling two grooves → fine turning → grinding surface B
From the above process route, it can be seen that the surface roughness ra0.1 should be ensured when grinding surface B μ m. The parallelism is 0.01mm and the flatness is 0.0006mm. First, the conventional dry grinding process is used. The surface roughness and flatness are both unqualified. The measured value of flatness is as high as 4-7 times of the required value, that is, 0.0024-0.0042mm
Next, from the perspective of material characteristics, m106h is impregnated graphite, with shore hardness of 60, compressive strength of 117.6mpa and bending strength of 49MPa. After process tests, the micro layer extrusion principle is adopted. The specific method is: insert the filtered micro powder and kerosene into the grinding plate, and then throw away the coarse particles of the micro powder on the surface of the plate with polishing paste, so that the micro powder particles protruding from the surface of the plate are polished flat and uniform in height, Place the part directly on such a flat plate for grinding, so that the flat plate can perform uniform micro layer extrusion cutting on the B surface
Graphite sealing ringProcessing steps of
The parts are in place for precision machining, and the sharp edge has local collapse. The grinding process steps are as follows:
① tidy up the processing site to make the environment clean. Clean the grinding plate and parts thoroughly, which is very important to ensure the success of processing
② rough grinding plate. Select 3 pieces of 300mm × For 300mm cast iron flat plates without slots, it is better to select low alloy high phosphorus cast iron flat plates. Because the metallographic structure of this flat plate is flake graphite and fine flake pearlite, it is easier to obtain higher shape and position accuracy and surface roughness of the workpiece. Use W20 micro powder and kerosene to grind the flat plates. For convenience of description, the three plates are numbered 1, 2 and 3, and the fraction represents the grinding method. The numerator represents the upper plate, and the denominator represents the lower plate, Research in the following order: 1 / 2 → 1 / 3 → 2 / 3 → 2 / 1 → 3 / 1 → 3 / 2. Cycle in this order:
③ fine grind the plate. Grind it with W7 micro powder according to the above sequence. After grinding, check with a 200mm first-class knife edge flat ruler, which should be opaque or have even indentation; Also available Φ For 80mm optical flat crystal inspection, there should be no more than one light wave interference zone, which is uniform and slightly convex. It should be noted that after rough and fine lapping, a large number of micro powders have been embedded in the pores of the flat plate. These micro powders are enough for cutting graphite, so the sand pressing process is no longer required
④ polishing the flat plate. Lay four layers of silk cloth on a researched flat plate, pour the silk cloth thoroughly with kerosene, and then polish the other two researched flat plates on the silk cloth with W7 chrome oxide polishing paste. The function of polishing is to throw away the fine and coarse particles on the flat plate, and make the distribution of fine powder embedded in the flat plate highly consistent. At the same time, improve the surface roughness of the flat plate to make it less than ra0.1 μ m. This process is the key of this process
⑤ drop 1-3 drops of kerosene and instrument oil on the polished two plates, evenly smear the oil on the plates with cotton, and wipe the oil layer on the surface of the plates after 3min. In this way, kerosene and micropowder penetrating into the pores of the plates are evenly mixed to form a micro layer cutting solution for processing graphite
⑥ place the parts on the flat plate for circular spiral motion. The forces of both hands are stable and consistent. Finish the grinding of plane B through micro layer extrusion cutting. Pay attention to wiping the flat plate frequently and remove the grinding chips and dirt in time
⑦ after grinding the parts, gently wipe off the grinding debris with clean silk cloth or absorbent cotton. Pay attention not to clean the parts with oil. After the test, it is found that the surface roughness of the parts will deteriorate after the oil is immersed
After processing with the above process, the flatness of the parts is 0.0006mm and ra0.1 μ M U.M and other requirements. Up to now, the graphite sealing rings of these oil transfer pumps have been processed in more than 20 batches, fully meeting the requirements of the drawings, and the process effect is stable
Schematic diagram of graphite sealing ring