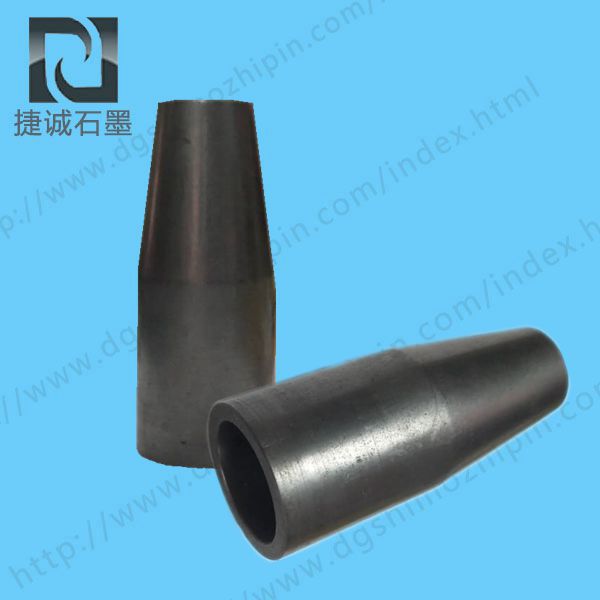
Graphite electrode is mainly made of petroleum coke and needle coke as raw materials, coal tar pitch as binder, calcined, proportioned, kneaded, pressed, roasted, graphitized and machined. It is a conductor that releases electric energy in the form of electric arc in the electric arc furnace to heat and melt the furnace materials. According to its quality index, it can be divided into ordinary power, high power and ultra-high power.
The graphite electrode comprises:
(1) Ordinary power graphite electrode
Graphite electrodes with current density lower than 17a / cm2 are allowed to be used, which are mainly used in general power electric furnaces for steel making, silicon smelting and yellow phosphorus smelting.
(2) Oxidation resistant coated graphite electrode
Graphite electrode coated with a layer of antioxidant protective layer (graphite electrode antioxidant). Form a protective layer that is both conductive and resistant to high-temperature oxidation, reduce electrode consumption during steel making (19% ~ 50%), extend the service life of the electrode (22% ~ 60%), and reduce the electrical energy consumption of the electrode. The promotion and use of this technology can bring such economic and social effects:
① The unit consumption of graphite electrode is less, and the production cost is reduced to a certain extent. For example, in a steel-making plant, based on the consumption of 35 graphite electrodes per week and 165 refining furnaces of the first-class LF refining furnace that has not been shut down in the whole year, 373 (153 tons) electrodes can be saved every year after adopting the graphite electrode oxidation resistance technology, and 16900 yuan per ton of ultra-high power electrodes can be saved every year, which can save 2.5857 million yuan.
② the graphite electrode consumes less power, which saves the power consumption per unit of steel-making, saves the production cost and saves energy!
③ as the number of graphite electrode changes is less, the labor volume and risk coefficient of operators are reduced, and the production efficiency is improved.
④ graphite electrode is a high consumption and high pollution product, which has very important social significance in the days when energy conservation, emission reduction and environmental protection are advocated.
This technology is still in the research and development stage in China, and some domestic manufacturers have also begun to produce it. It has been widely used in Japan and other developed countries. At present, there are also companies specialized in importing these anti-oxidation protective coatings in China.
(3) High power graphite electrode. Graphite electrode with current density of 18 ~ 25A / cm2 is allowed to be used, which is mainly used in high-power electric arc furnace for steel making.
(4) Ultra high power graphite electrode. Graphite electrodes with a current density greater than 25A / cm2 are allowed. It is mainly used for ultra-high power steelmaking electric arc furnace.
Advantages of graphite electrode
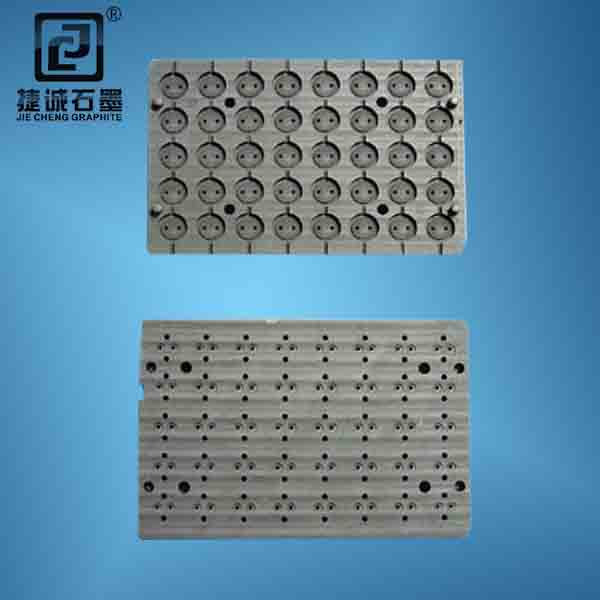
Note: graphite electrode for EDM, also known as copper electrode
1: the increasing complexity of mold geometry and the diversification of product applications lead to higher and higher requirements for discharge accuracy of spark machines. The advantage of graphite electrode is that it is easy to process, high removal rate of EDM and small graphite loss. Therefore, some customers of group based spark machine have given up copper electrode and replaced it with graphite electrode. In addition, some special shaped electrodes can not be made of copper, but graphite is easier to form, and the copper electrode is heavy, which is not suitable for machining large electrodes. These factors have caused some customers of group based spark machines to use graphite electrodes.
2: graphite electrode is easier to process, and the processing speed is significantly faster than copper electrode. For example, the milling process is used to process graphite, which is 2-3 times faster than other metal processing and does not require additional manual processing, while the copper electrode needs manual filing and grinding. Similarly, if the high-speed graphite machining center is used to manufacture electrodes, the speed will be faster and the efficiency will be higher, and the dust problem will not be generated. In these machining processes, selecting tools and graphite with appropriate hardness can reduce the wear loss of tools and the damage of copper. If the milling time of graphite electrode is specifically compared with that of copper electrode, the milling time of graphite electrode is 67% faster than that of copper electrode. In general electric discharge machining, the processing time of graphite electrode is 58% faster than that of copper electrode. In this way, the processing time is greatly reduced, and the manufacturing cost is also reduced.
3: the design of graphite electrode is different from that of traditional copper electrode. Many mold factories usually have different reserves for rough machining and finishing of copper electrodes, while graphite electrodes use almost the same reserves, which reduces the number of CAD / CAM and machining. For this reason alone, it is enough to improve the accuracy of mold cavities to a large extent.
Of course, after the mold factory switches from copper electrode to graphite electrode, it should first be clear how to use graphite material and consider other relevant factors. Today, some customers of group based spark machines use graphite for electrical discharge machining, which eliminates the process of mold cavity polishing and chemical polishing, but still achieves the desired surface finish. It is impossible for the copper electrode to produce such a workpiece without increasing the time and polishing process. In addition, graphite is divided into different grades, and the ideal machining effect can only be achieved by using the appropriate grade of graphite and spark discharge parameters in a specific application program. If the operator uses the same parameters as the copper electrode in a spark machine using graphite electrodes, the results will certainly be disappointing. If the material of the electrode needs to be strictly controlled, the graphite electrode can be set in a non loss state (loss less than 1%) during rough machining, but the copper electrode is not used.
Graphite has the following high-quality characteristics unmatched by copper:
Processing speed: high speed milling rough processing is 3 times higher than copper block; High speed milling finishing is 5 times higher than copper block
Good machinability and complex geometric modeling
Light weight, less than 1 / 4 of copper density, easy clamping of electrode
The number of individual electrodes can be reduced because they can be bundled into combined electrodes
Good thermal stability, no deformation and machining burr